



耐磨钢板猛板发货迅速视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:耐磨钢板猛板发货迅速的图文介绍

nm500耐磨钢板焊接的要求。nm500耐磨板焊接要求: 一、坡口设计 开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。 二、严格耐磨管清理 焊接前应将坡口内外两侧25mm范围内的铁锈、水分、油污等清理干净,打磨出金属光泽,并将nm500耐磨板管端10mm范围内的螺旋焊缝或直缝余高打磨平滑,以保证焊缝的圆滑过渡。每一层焊接完成后应立即进行清理,确定无杂质、无缺陷后方可进行下一层焊道的焊接。 三、采用对口器 选用内对口器对nm500耐磨板管口进行组对,采用厚度为2.0-3.5mm的铁片对对口间隙进行控制,相邻管段的管螺旋焊缝在对口处错开的距离要不小于100mm;组对完成后,焊前将坡口两侧50mm内按要求预热100~200°后方可进行下一步的焊接操作。为防止焊接过程中出现裂纹,对口器要在根道完全焊接完毕后才能撤除。 四、严格控制温度 焊接过程中必须严格控制预热温度和层间温度。为了防止热影响区产生淬硬组织导致冷裂纹,层与层之间的焊接不应相隔太久,在距管口25mm处的圆周上均匀测温。当环境温度低于5°时,焊接作业须在防风棚内进行,并采用保温措施。在焊接过程中,如果焊口温度冷却至焊接工艺要求的 焊接温度以下时,应对焊口重新加热。


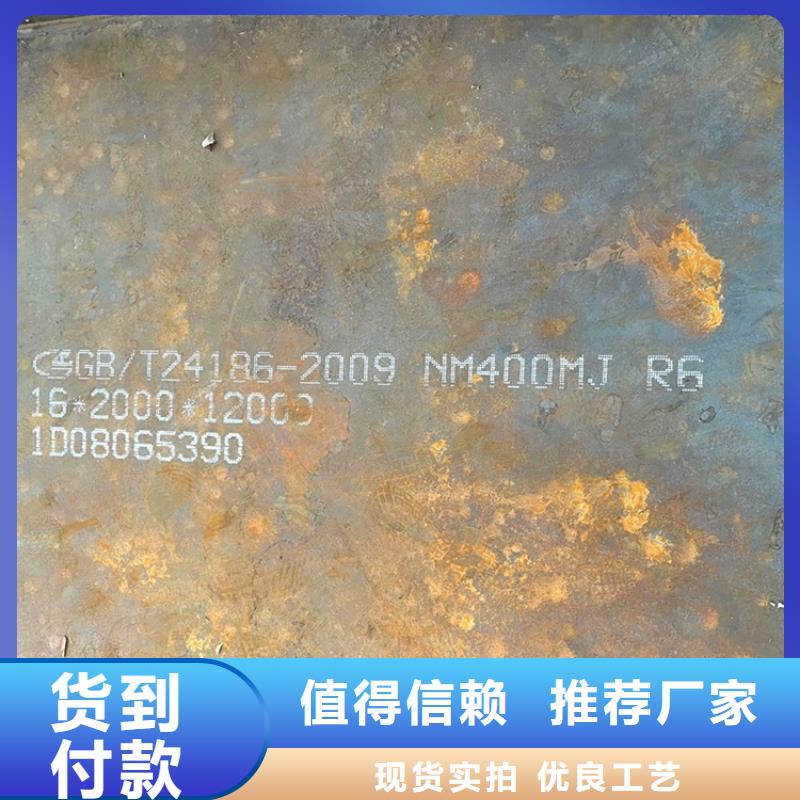
NM400耐磨板这个型号的耐磨板,表面密度理论值大概为耐磨板主要参数并没有密度这一项,主要是硬度、加工性能、屈服强度、厚度、延伸度等。优质的耐磨板,在这几方面的性能会很,像JFE-C400、DILLIDUR400V等,都是优质的400级耐磨板。NM400耐磨板是硬度达到400HBW级别耐磨钢板简称,NM400耐磨板是高强度耐磨钢板,其具有较高的抗磨损能力,布氏硬度值达到400(HBW)主要是在需要耐磨的场合或部位提供保护,使设备寿命更长,减少维修带来的检修和停机,相应的减少资金的投入。应用实例:土方机械、装载机械、挖泥船、翻卸式矿车、输送设备、自卸车、刀刃、切断破碎机、废物处理及回收设备。WNM400A属于舞钢产别调质型耐磨钢板WNM400命名:符号:W-----表示舞阳钢铁有限责任公司的"舞"字汉语拼音的字母,N、M—表示耐磨用途的“耐”和“磨”字汉语拼音字母。400是布氏硬度值HB值。(400硬度值是广义的,国产NM400硬度值是在400左右。



山东中鲁金属制品有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 辽宁辽阳弹簧钢板的产业背景、公司经营指标连年增长。




